
欢迎您的来电
0317-8302255



高速角驰成型机的调试方法
文章摘要:
高速角驰成型机上下轧辊中心线应在同一平面线上,以中心轮为准,平面度不大于1mm,每一排上下轧辊的间隙相等,间隙偏差+0.1mm。
高速角驰成型机使用的模具需一个上模和六个相同规格尺寸的下模,先安装上模和一个下模,下模直接安装在六方转轮工作台上,上模安装在滑座底面上,并放置适当厚度的垫板,上下模合模后,四周边间隙均匀,上下模之间距离等于所需瓦坯的厚度。然后再以上模为准,工作台转位,安装其余五付下模,全部安装好上下模以后才能开车进行压瓦。
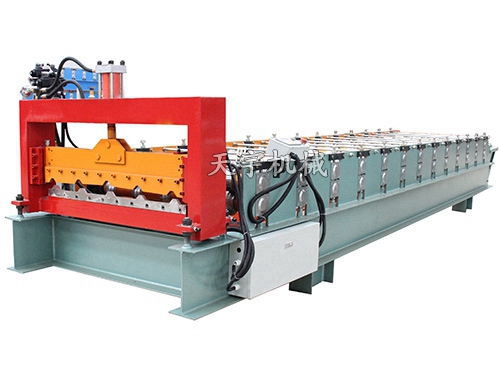
高速角驰成型机的调试:
高速角驰成型机上下轧辊中心线应在同一平面线上,以中心轮为准,平面度不大于1mm,每一排上下轧辊的间隙相等,间隙偏差+0.1mm。用常规量具或塞尺调试高速角驰成型机的基础,有时称之为床身,支撑机架,轴,轧辊,驱动链和其它成型结构所需要组件。基础的重要的要求是:操作,运输,安装过程中的刚性。用以安装组件的上表面的平整度,水平度。用于机架定位的键槽或其它部件。 用于冷弯润滑的润滑装备 组成特点及使用范围主要组成包括:整机、PLC电脑控制系统、液压泵站系统、全自动后剪切系统设备产品特点:外观平整美丽、漆纹均匀、、。
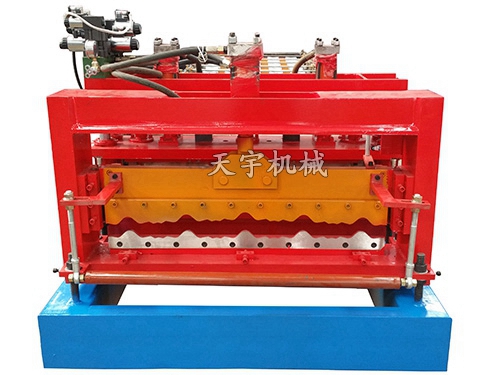
适用范围:广泛应用于工业民用建筑,如厂房、仓库、机车库、飞机库、体育馆、展览馆、影剧院等房面和墙体。高速角驰成型机特点:采用自动工业PLC控制,实现全控制化操作生产,可以准确瓦型的尺寸,生产快慢。
高速角驰成型机有操作、维护、保养以及机械的调试、模具容易等优点。彩钢瓦全钢结构厂房框架、单面彩钢板钢结构厂房、多跨式钢结构车间、带木行车梁厂房、别墅式彩钢板用房连跨彩钢板天棚、楼顶加层、大跨度厂房、轻钢结构环棚。高速角驰成型机-角驰成型机压板跑偏的调试方法,如板向右跑,垫左角(进料架),或落右边底平。高速角驰成型机一排和排找好中心,然后紧固两边锁母,在中间轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。高速角驰成型机机前、后两排队的四角从大架到底轴上端的高度量一致,然后从一排到排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两边调成水平。
